Analiza powłoki optycznej dla soczewek laserowych o dużej mocy
W systemach laserowych o dużej mocy (takich jak urządzenia sygnalizujące syntezę jądrową laserową, przemysłowe maszyny do przetwarzania laserowego oraz naukowe ultraintensywne ultraszybkie lasery),soczewki optyczne służą nie tylko jako przewodniki dla ścieżki światła, ale także jako kluczowe węzły dla przesyłu energiiPowierzchnie soczewek bez powłoki mogą odbijać znaczną część energii i pochłaniać energię lasera, co prowadzi do ogrzewania, co powoduje efekty soczewek termicznych, a nawet trwałe uszkodzenia.Wysokiej wydajności powłoki optyczne są podstawową gwarancją dla stabilnego, wydajnej i bezpiecznej pracy systemów laserowych o dużej mocy.

I. Substraty soczewek optycznych: ilościowy wybór kluczowych parametrów wydajności
Wydajność powłoki jest nierozerwalnie związana z właściwościami podłoża.i właściwości mechaniczne są również podstawą tego, czy cały komponent może wytrzymać obciążenia o dużej mocyWybór podłoża wymaga ilościowego uwzględnienia następujących podstawowych parametrów:
-
Właściwości optyczne:Indeks załamania i współczynnik absorpcji są punktami wyjścia do projektowania stosu powłoki i oceny obciążenia cieplnego.10−3 cm−1) może powodować znaczące efekty termiczne przy dużej mocy.
-
- Nie.Właściwości termodynamiczne: Przewodność cieplna określa szybkość rozpraszania ciepła, a współczynnik rozszerzenia cieplnego (CTE) wpływa na wielkość naprężenia cieplnego.Niezgodność pomiędzy CTE podłoża a warstwą powłoki jest główną przyczyną awarii.
-
- Nie.Właściwości mechaniczne:Twardość i moduł elastyczności wpływają na trudność przetwarzania i trwałość w środowisku.

Szkło kwarcowe
- Nie.Do najczęstszych materiałów podłoża laserowego o dużej mocy należą:
- Spuściona krzemionka:Najczęściej stosowany, doskonała wydajność od UV do NIR, bardzo niski CTE, dobra stabilność termiczna.
ZMSH Wafle kwarcowe stopione
-
- Nie.Wykorzystanie urządzeń, które mają charakterystyczne dla urządzeń objętych pozycją 9A001.a.1.Niższe koszty, często stosowane w scenariuszach średniej do niskiej mocy, ale gorsza przewodność cieplna i wyższa CTE.
- Nie.

ZMSH Płytki szklane o wysokim poziomie borosilikatów
-
Materiały krystaliczne:Na przykład krzemu (Si), germanium (Ge) (dla średniej do dalekiej IR), szafiru (niezwykle wysoka twardość dla ekstremalnych środowisk), CaF2/MgF2 (dla głębokiego UV).


Porównanie kluczowych parametrów dla głównych podwodów laserowych o dużej mocy (@1064nm)
| Materiał |
Wskaźnik załamania @1064nm |
CTE (×10−7/K) |
Przewodność cieplna (W/m·K) |
Współczynnik wchłaniania (cm−1) |
Typowe zastosowanie i notatki |
| - Nie.Spuściona krzemionka.- Nie. |
- Jeden.45 |
5.5 |
1.38 |
< 5 × 10−4 |
Dla większości zastosowań o wysokiej mocy od UV do NIR, doskonała stabilność termiczna. |
| - Nie.BK7.- Nie. |
- Jeden.51 |
71 |
1.1 |
~1 × 10−3 |
Słaba wydajność termiczna, znacząca szkła termiczna. |
| - Nie.Syntetyczna krzemionka.- Nie. |
- Jeden.45 |
5.5 |
1.38 |
< 2 × 10−4 |
Ultrawysoka czystość, bardzo niskie zanieczyszczenia metalowe (< 1 ppm), LIDT 20-30% wyższy niż zwykły roztopiony krzemionk. |
| - Nie.Silikon (Si) - Nie. |
- Trzy.55 |
26 |
149 |
N/A |
Głównie w zakresie 3-5 μm w średnim zakresie podczerwieni. |
| - Nie.Sapfir (Al2O3) - Nie. |
- Jeden.76 |
58 |
27.5 |
Bardzo niskie |
Niezwykle wysoka twardość i dobra przewodność cieplna, dla trudnych środowisk, UV, światła widzialnego. |
Interpretacja danych:
-
Obliczanie soczewek termicznych:Dla lasera o mocy 100 W ciągłej fali, the thermal distortion generated in a BK7 substrate with an absorption coefficient of 1×10⁻³ cm⁻¹ can be several times greater than in a fused silica substrate with an absorption coefficient of 5×10⁻⁴ cm⁻¹.
-
- Nie.Analiza naprężenia termicznego:Różnica w CTE bezpośrednio wpływa na naprężenie cieplne na interfejsie powłoka-substrat. Niezgodność CTE jest główną przyczyną pęknięcia powłoki lub delaminacji w procesie cyklu termicznego o dużej mocy.
Próg uszkodzony laserem
II. Wskaźniki ilościowe wymagań w zakresie powłok
1Próg szkód wywołanych laserem (LIDT):
-
Konwencjonalna powłoka parowania wiązki E: ~5-15 J/cm2 (impuls nanosekundowy, 1064nm)
-
Powierzchnia pokrywająca: ~15-25 J/cm2
-
Powierzchnia powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni powierzchni.
- Wyzwanie:W przypadku laserów pulsowych femtosekundowych mechanizm uszkodzenia różni się; LIDT jest zwykle wyrażany jako gęstość mocy, wymagająca poziomów od setek GW/cm2 do TW/cm2.
2. Utraty wchłaniania i rozpraszania:
-
Wchłanianie:Zmierzone za pomocą kalorymetrii laserowej. Powierzchnia IBS wymaga straty wchłaniania masy < 5 ppm (0.0005%), straty wchłaniania powierzchni < 1 ppm.
-
Rozpraszanie:Zmierzone przy użyciu zintegrowanej skaterometrii.
3Dokładność wykonania widma:
-
- Nie.Powierzchnia o szerokości nieprzekraczającej 10 mmOdblaskowość R > 99,95% w środkowej długości fali, najwyższy poziom wymaga R > 99,99%. Szerokość pasma Δλ musi spełniać wartości projektowe (np. ± 15 nm dla lasera Nd: YAG 1064 nm).
-
- Nie.Powierzchnia o szerokości nieprzekraczającej 10 mmW przypadku powłok AR szerokopasmowych stosowanych w ultraszybkich zastosowaniach laserowych, R < 0.5% jest wymagane na szerokości pasma setek nanometrów.
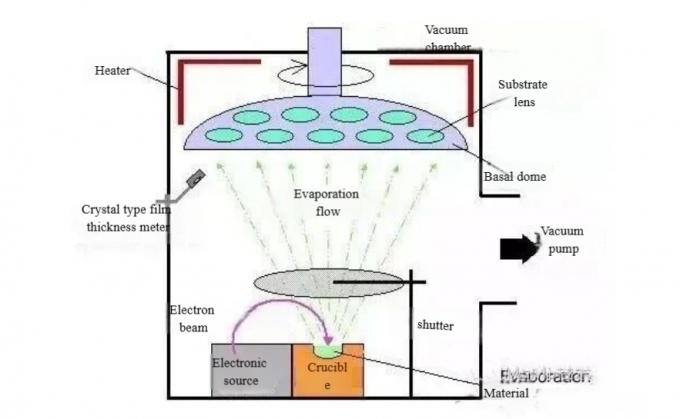
powłoka parowa wiązki elektronów
III. Procesy powlekania i porównanie podstawowych parametrów
Porównanie parametrów procesu powlekania:
| Parametry |
Wyparzenie wiązki elektronów (wiązka E) |
Depozycja z pomocą jonów (IAD) |
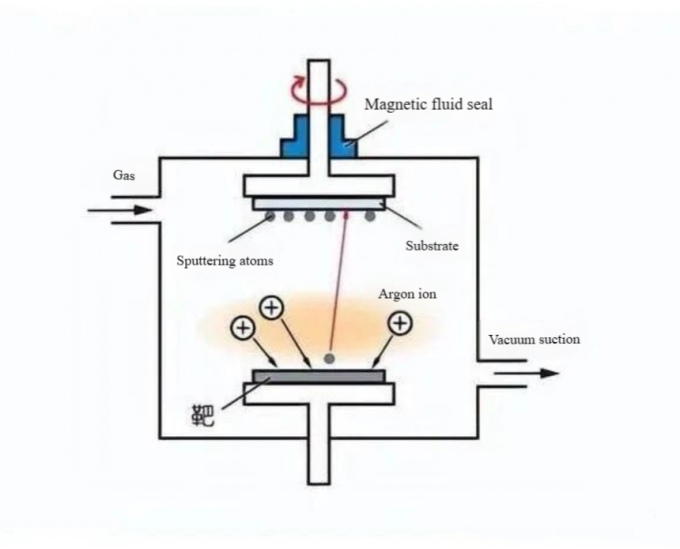
Działalność sputteringu wiązki jonowej (ION BEAM SPUTTERING, IBS) |
| - Nie.Wskaźnik depozytów - Nie. |
Szybkość (0,5 - 5 nm/s) |
Średnie (0,2 - 2 nm/s) |
Powolne (0,01 - 0,1 nm/s) |
| - Nie.Temperatura podłoża - Nie. |
Wysoka (200 - 350 °C) |
Średnia (100-300 °C) |
Niskie (< 100 °C) |
| - Nie.Gęstość powłoki- Nie. |
Stosunkowo niskie (porowate, ~ 80-95% gęstości masowej) |
Wysoka (>95% gęstości masowej) |
Bardzo wysoka (blisko 100% gęstości masowej) |
| - Nie.Zwierzchniowa chropowitość- Nie. |
Wyższe (~1-2 nm RMS) |
Niski (~0,5-1 nm RMS) |
Bardzo niskie (< 0, 3 nm RMS) |
| - Nie.Kontrolowanie stresu - Nie. |
Typowe naprężenie napędowe |
Zmiennik (przetłoczenie lub naprężenie naciągowe) |
Typowo kontrolowane naprężenie ciśnieniowe |
| - Nie.Typowy LIDT.- Nie. |
Niskie do średnie |
Średnia do wysoka |
Bardzo wysokie |
Wybór procesu opartego na danych:
-
Wybierz IBSW przypadku gdy wymagania systemowe wymagają LIDT > 25 J/cm2 i absorpcji < 10 ppm, jedynym wyborem jest IBS.
-
Wybierz IAD:Jeżeli budżet jest ograniczony, ale wymagana jest LIDT w zakresie 15-20 J/cm2, IAD jest najbardziej opłacalnym rozwiązaniem.
-
- Nie.Wybierz wiązkę E:Używane głównie w przypadku laserów o niskim poziomie uszkodzenia lub wstępnych prototypów.
IV. Ilościowa weryfikacja zgodności powłok
- Nie.
1. Badania LIDT (ISO 21254):
-
Metoda:Używa się metody 1 na 1, napromieniowania wielu miejsc w miejscu wiązki badawczej, każde miejsce tylko raz.
-
Analiza danych:Krzywa prawdopodobieństwa uszkodzenia jest ustawiana za pomocą regresji liniowej; wartość gęstości energii odpowiadająca 0% prawdopodobieństwu uszkodzenia jest określona jako LIDT.
-
- Nie.Wielkość plamy wiązki:Zazwyczaj 200-1000 μm, należy dokładnie zmierzyć w celu obliczenia gęstości energii.
2. pomiar absorpcji:
-
- Nie.Kalorymetria laserowa:Bezpośrednio mierzy wzrost temperatury próbki absorbującej energię lasera.
-
- Nie.Technika soczewek termicznych powierzchni:Niezwykle wysoka wrażliwość, potrafi odróżnić wchłanianie masowe od powierzchniowego.

Spectrophotometer
3Spectralna wydajność:
-
Spectrophotometer:Dokładność do ± 0,05%, stosowana do pomiaru odblaskowości/przepuszczalności (R/T).
-
- Nie.Interferometr światła białego:Używane do pomiaru grubości powłoki i morfologii powierzchni; dokładność kontroli grubości może osiągnąć < 0,1%.

NBP1064 Filtr laserowy wąskopasmowy
V. Ilościowy opis wyzwań
1Wzmocnienie pola elektrycznego z powodu wad:Wady węzłowe są największym zabójcą LIDT. Wady węzłowe o wysokości 100 nm mogą powodować lokalne wzmocnienie pola elektrycznego lasera o 2-3 razy w porównaniu z normalnym obszarem.Biorąc pod uwagę odwrotny związek kwadratowy pomiędzy progiem uszkodzenia a siłą pola elektrycznego, LIDT w tym momencie spada do 1/4 do 1/9 normalnej powierzchni.
2. Ilościowe określenie wyzwań związanych z zarządzaniem cieplą: Zakładając, że laser o mocy 10 kW jest odbiany przez lustro, nawet przy szybkości absorpcji zaledwie 5 ppm, 50 mW mocy zostanie wchłoniętych.tworzy gradient temperatury (ΔT) wewnątrz komponentu optycznego i odpowiednią deformację termiczną (różnica ścieżki optycznej)OPD można obliczyć jako: OPD = (dn/dT + α(n-1)) * ΔT * t, gdzie dn/dT jest współczynnikiem termooptycznym, α jest współczynnikiem rozszerzenia termicznego, a t jest grubością.Deformacja ta poważnie pogarsza jakość wiązki (zwiększa współczynnik M2).
3Nieliniowe efekty ultraszybkich laserów:Próg uszkodzenia lasera w femtosekundzie jest proporcjonalny do pierwiastka kwadratowego szerokości impulsu (~√τ)..4 J/cm2 przy pulsie 100 fs (choć faktyczny mechanizm jest bardziej złożony, obejmujący wchłanianie wielu fotonów).

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków! english
english
 français
français
 Deutsch
Deutsch
 Italiano
Italiano
 Русский
Русский
 Español
Español
 português
português
 Nederlandse
Nederlandse
 ελληνικά
ελληνικά
 日本語
日本語
 한국
한국
 العربية
العربية
 हिन्दी
हिन्दी
 Türkçe
Türkçe
 indonesia
indonesia
 tiếng Việt
tiếng Việt
 ไทย
ไทย
 বাংলা
বাংলা
 فارسی
فارسی
 polski
polski